Topic #1- Thickness
| Overview: One of the most basic design principles for plastic parts is the wall thickness. When determining the size and shape of a part, the designer must weigh the design needs with manufacturing needs in order to create an economical plastic part that can be easily produced. |
| Uniform Walls | |
| The ideal plastic part from a manufacturing viewpoint would be disk like a poker chip with a gate in the center of the part. The disk has uniform thickness and the same distance from the gate to the outer edge of the part in every direction. The cavity fills with material evenly at the same rate, and the part solidifies at the same rate. Complex parts should also have a uniform wall thickness, as much as is possible, in order to achieve the same effect. When the thickness of a part changes, it creates problems due to the ability of the material to flow and cool at the same rate throughout the part. | |
For example, the cross section of the part in this figure does not have uniform thickness. Each end of the part is significantly thicker than the middle of the part. The material in the thick areas takes longer to cool, increasing shrinkage. This can cause the entire part to warp.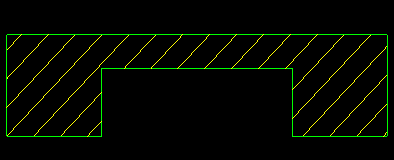 In addition to warping, the increased shrinkage can cause other problems like voids, sink marks, and molded-in stress. A void is the absence of material inside the part. They can cause serious structural problems with your part. A sink mark is the absence of material on the surface of the part. While they may not always affect the structure of the part, they can be a problem aesthetically. Sometimes they can be acceptable if considered during the design process. When a thick area is unavoidable you can disguise or even eliminate sink marks by adding additional features. Molded-in stress can occur in sharp inside corners, and can definitely lead to structural failure of the part.  All of these problems can be minimized or eliminated by sticking to a uniform wall thickness rule. | |
| Typical Wall Thickness | |
| Considering the material used for a plastic part, thick-walled parts are expensive. More material is required to fill the part. The part subsequently takes longer to cool, increasing the cycle time. With a longer cycle time, fewer parts can be manufactured each day. At the same time, if the part is too thin the material may not completely fill the part before solidifying. A minimum thickness is also necessary to ensure it can be ejected from the cavity without deforming. Most parts are designed in the range of .75 to 5 millimeters (.03 to .20 inches) in thickness. While there is no ideal thickness, the most common is about 2.25 to 3 millimeters (.09 to .12 inches). This is a good rule of thumb to use regardless of the material used. The typical thickness can vary depending on the material. The following table notes the suggested thickness range for a number of common materials.  However, the numbers in the table are only suggestions. They are by no means limits. While it is safest to design parts in these proposed ranges, the ranges can be violated if absolutely necessary. The stipulation is that more difficult manufacturing can be involved. A thickness lower than the suggested minimum can require high injection pressure while one greater than the maximum can have longer cooler cycles. In cases like these, it is best to work with the tool designer to resolve any specific requirements. |
| Strength | |
| In cases where a lot of strength is required, you should find alternatives to using thick walls in your design. Later in the course, you learn how to utilize other features such as ribs in order to provide strength without thickening the part unnecessarily. |
| Wall Thickness Transitions | |
| There will be occasions where an absolute uniform wall thickness is simply not possible. In cases where the thickness must change, there is a rule of thumb to follow: Do not abruptly change the thickness. Doing so causes warpage and stress as pointed out earlier. The transition should occur over a distance of at least three times the change in thickness. To ensure good flow of material, it is best to use a radius for a smooth transition. |

No comments:
Post a Comment